")
")
A pulzáló fékpedál jelenségének megelőzése, javítása.
 Ismert jelenség a gépjármű vezetők körében adott sebességről való fékezéskor a kormányon érezhető rázással együtt járó fékpedál lüktetés. Intenzitása széles spektrumon mozoghat az alig észlelhető rezgésektől a heves lüktetésig. Ez függ a rendszer sajátfrekvenciájától.
Ismert jelenség a gépjármű vezetők körében adott sebességről való fékezéskor a kormányon érezhető rázással együtt járó fékpedál lüktetés. Intenzitása széles spektrumon mozoghat az alig észlelhető rezgésektől a heves lüktetésig. Ez függ a rendszer sajátfrekvenciájától.
Gépjármű vezetők gyakran tárcsa vetemedésre gyanakszanak.
Bár féktárcsa vetemedés létezik, a valóságban legtöbbször nem ez okozza a fékpedál lüktetését, hanem a DTV (Disc thickness various). DTV a változó tárcsavastagság angol rövidítése.
Hogy élettartama alatt mennyire marad hű a tárcsa a gyári geometriájához, az kevésbé függ a gyártótól és a minőségtől, mint a felszerelés pontosságától és a járművezetői viselkedéstől.
A DTV egyik legfontosabb oka a ferde futás, melyet az agy felületének nem megfelelő tisztítása okoz. Az agy és tárcsa közé kerülő legkisebb szennyeződés, idegen anyag is problémát okozhat. Minél nagyobb a féktárcsa átmérője annál jobban észlelhető a hiba, hiszen az axiális irányú ütés mértéke átmérővel arányosan nő.
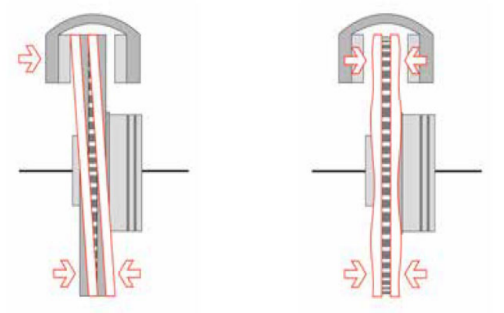 Ferdén felszerelt tárcsa és következménye a DTV
Ferdén felszerelt tárcsa és következménye a DTV
A kellemetlen fékpedál lüktetés és kormány rázás mellett igen veszélyes következményei is lehetnek a DTV-nek.
A DTV miatt a fékbetét nem teljes felületével fekszik fel a tárcsán. Ez egyenetlen hőátadást eredményez és a tárcsa egyes pontjai lokálisan túlhevülnek. Ha ezeknek a pontoknak a hőmérséklete meghaladja a 650 C°-ot, az öntött vas szerkezete megváltozik és a cementit kiválás miatt egy rendkívül kemény anyaggá válik. A „hőkezelt” pontok szilárdsága nem egyezik meg a tárcsa szilárdságával, ezért már nem beszélhetünk homogén anyageloszlásról. A tárcsán belüli változó szilárdság miatt a féktárcsa kopása sem lesz egyenletes. Az egyenetlen féktárcsa kopás a fékpedál lüktetésének progresszív romlását eredményezi.
A DTV megszüntetésére megfelelő megoldás a féktárcsák felszabályozása. A féktárcsa és fékdob szabályozás lényege, hogy a tárcsa vastagságának csökkentésével illetve a dob átmérőjének növelésével gyári tűréseken belül visszaállítsuk a geometriát (axiális ütés, párhuzamosság, síklapúság, hengeresség).
A gyártók által megadott szigorú alaktűréseket nem minden felújítási technológiával lehet teljesíteni.
Gépműhelyünkben speciális fékesztergával személygépkocsitól a mezőgazdasági vontatóig bármilyen jármű féktárcsájának, fékdobjának szabályozását vállaljuk Ø600 mm-ig.
 Fékdob szabályzó eszterga
Fékdob szabályzó eszterga
Fékdobok és féktárcsák szabályozásának nagy részét egyetemes esztergákon próbálják elvégezni. Ez több okból hátrányos egy speciális célgéppel szemben.
Legszembetűnőbb dolog a két gép kialakítása között az esztergálási átmérő különbség.
Egyetemes esztergával történő szabályozáskor a gép kialakításából eredő alapvető technológiai hiba a féktárcsa és fékdob felni oldali csatlakozó síkjának ütköztetése a tokmánypofán. Ha ezt a külső síkot tekintjük a megmunkálás bázis felületének, akkor az agyra szerelés után biztosan ferde futást fogunk tapasztalni.
A féktárcsa és fékdob szabályozást akkor lehet a megfelelő alaktűrésekkel végrehajtani, ha az üzemi körülményekhez hasonlóan a féktárcsa és fékdob kerékagy oldali homloksíkját vesszük a megmunkálás bázisfelületének.
További gép kialakításból adódó technológiai probléma az egyetemes esztergákon a féktárcsák súrlódó felületének egy időben csak egy oldali megmunkálása. A szemközti súrlódó felületek nem egyszerre történő megmunkálása párhuzam hibát visz a síkok közé.
Hunger fékesztergánkkal a fékdob és féktárcsa felújításához szükséges technológiával végezzük a szabályozást a gyártók által előírt méret- és alaktűrések betartásával.
Igény szerint a fékdobok és féktárcsák szabályozása után a felületeket köszörüljük a megfelelő felületi érdesség elérése érdekében ( < Ra1).
Féktárcsa és fékdob felszerelése előtt érdemes elolvasni a következőket, hiszen a DTV kialakulása az esetek döntő többségében szerelési és ellenőrzési hibából adódik.
- Tisztítsuk meg a kerékagy felfekvő felületét. A felület szennyeződés mentes, fém tiszta legyen.
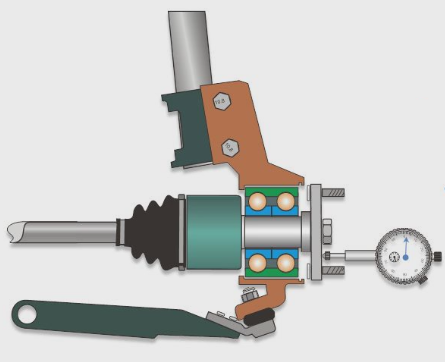
- Ellenőrizzük a megtisztított kerékagy homlokütését indikátor órával. Az eltérés értéke maximum 0,020 mm lehet.
- Ellenőrizzük a kerékagy felfekvő felületének síklapúságát élvonalzóval.
- A kerékagy felfekvő felületét tilos zsírozni. Bármilyen idegen anyag eltarthatja a tárcsát, ami reklamációhoz vezethet. Csak híg állagú korrózió gátló spray-t használjon.
- A megtisztított féktárcsát rögzítse a kerékagyra legalább 3db átlós kerékcsavarral
- Ellenőrizzük a féktárcsa súrlódó felületének homlokütését indikátor órával. A mérést a fékbetét középátmérőjén végezze. Az eltérés értéke maximum 0,090 mm lehet.
- Ellenőrizze a kerékcsavarok épségét. Soha ne használjon kétes kötőelemet. Győződjön meg, hogy a csavarok szennyeződéstől mentesek.
- Ne használjon légkulcsot a csavarok teljes meghúzására. Torzíthatja a felnit és a kerékagyat.
- A kerékcsavarokat nyomatékkulccsal húzza meg az előírt nyomatékra.